Sertissage de l'aluminium: l'ascension des machines CNC

Cela fait longtemps que la plupart des menuisiers ont automatisé la production de fenêtres et de portes en PVC. En revanche, l'automatisation de la production de menuiseries en aluminium est généralement limitée à un centre de sciage et d'usinage. Toutefois, il est évident qu'après cette étape de la production, il existe de nombreuses possibilités pour optimiser et automatiser la suite du processus de production. L'une de ces possibilités est le sertissage à commande numérique des fenêtres et des portes en aluminium.
Situation du marché
Sertisseuse à 1 tête
Traditionnellement, les assemblages d'angle des fenêtres et des portes en aluminium sont sertis à l'aide d'une sertisseuse conventionnelle à 1 tête. Cela signifie que l'opérateur positionne, serre et sertit un angle à la fois. En outre, pour sertir un type de profilé différent, l'opérateur doit généralement changer manuellement le jeu de couteaux de la sertisseuse. Il va sans dire que ces opérations prennent beaucoup de temps et requièrent un certain savoir-faire.
Il est désormais possible d'opter pour une sertisseuse à 1 tête CNC. Les différents types de profilés sont préprogrammés dans la machine. L'opérateur n'a plus qu'à sélectionner le numéro du profilé sur l'écran de la machine. Les couteaux de sertissage se mettent alors automatiquement en position pour sertir les angles.
Grâce au réglage entièrement automatique des couteaux de sertissage, l'opérateur ne doit plus jamais changer de jeu de couteaux. Cela permet de traiter différents types de profilés et de séries de manière interchangeable sans réglage manuel.

Tous les types de profilés sont sertis avec les mêmes couteaux. Le serrage et le sertissage sont lancés par l'opérateur en actionnant les doubles boutons et une pédale. Cela garantit une sécurité absolue pour l'opérateur et constitue également un grand avantage par rapport aux sertisseuses conventionnelles.
Sertisseuse à 4 têtes
Les machines à quatre têtes sont relativement peu vendues en Belgique, principalement en raison du volume limité de séries produites par une entreprise moyenne dans notre pays. Ce n'est qu'à partir d'un certain volume que ce type de machine devient intéressant, même si, grâce au degré d'automatisation, ces machines présentent l'avantage de permettre au personnel d'effectuer d'autres tâches dans l'intervalle.
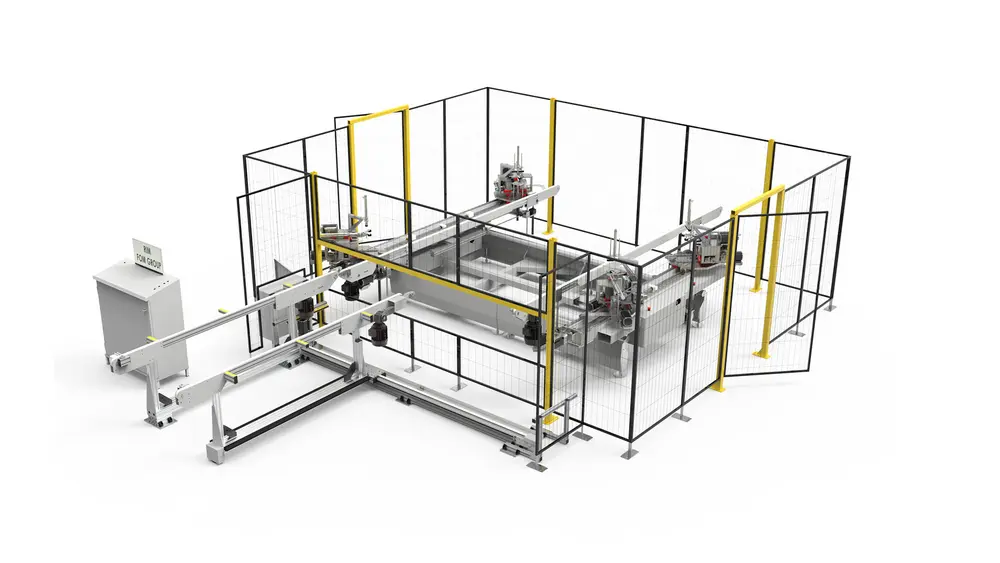
Une sertisseuse à 4 têtes permet d'augmenter considérablement la productivité. Cette installation se compose d'une table d'entrée automatique, d'une sertisseuse à 4 têtes et d'une table de sortie automatique. Chaque fenêtre possède un code-barres spécifique qui, une fois scanné, permet à la table d'entrée de s'ajuster automatiquement à la bonne taille. Après avoir composé l'élément, l'opérateur le place sur la table d'entrée contre une butée. L'élément est ensuite transporté automatiquement vers la sertisseuse au moyen de convoyeurs à entraînement automatique.

La fenêtre est ensuite transportée dans la sertisseuse où les quatre têtes sertissent simultanément les quatre coins. Un détail important est que cette opération s'effectue indépendamment du profilé. Deux couteaux sont réglés par CNC pour la hauteur et la profondeur, ce qui permet de sertir différents types de profilés l'un après l'autre avec les mêmes outils. L'opérateur n'a plus besoin de changer manuellement les couteaux de sertissage lorsqu'il change de profilé. Le cycle de temps moyen est de 60 secondes par fenêtre sertie. Pendant que la machine sertit automatiquement, l'employé peut déjà préparer l'élément suivant, car il n'a plus besoin d'ajuster quoi que ce soit.
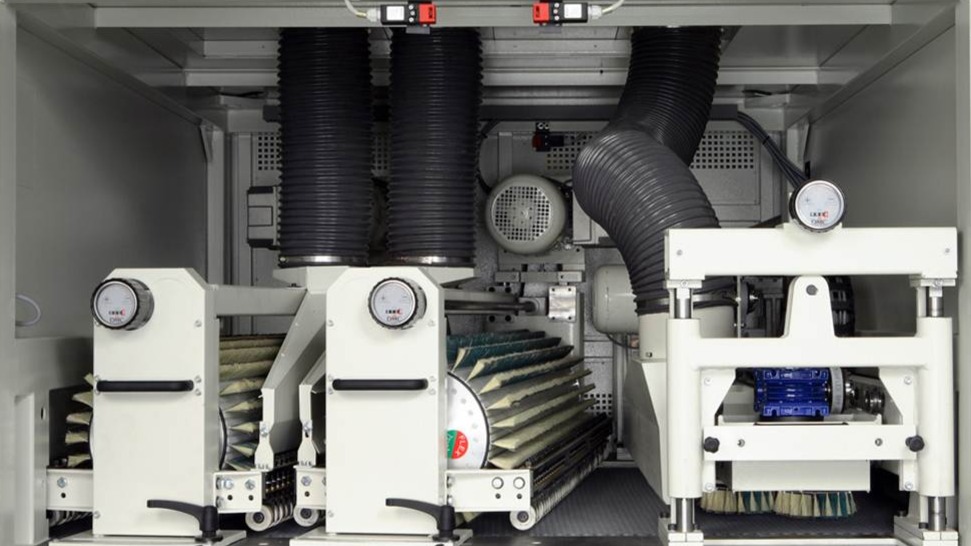
Après le sertissage, l'élément est transporté vers une table de sortie automatique. Sur la table de sortie, les coins de la fenêtre sont dégagés, ce qui permet de les nettoyer facilement. En option, la fenêtre peut ensuite être acheminée automatiquement vers une machine pour la pose de joints ou d'une navette.

Une nette tendance à l'automatisation
De plus en plus d'entreprises optent pour des sertisseuses à 4 têtes commandées par CNC en raison des nombreux avantages qu'elles offrent par rapport aux machines conventionnelles à une tête, qui sont encore souvent utilisées par les entreprises souhaitant rester flexibles avec des volumes plus faibles. Bien que l'investissement dans une presse d'angle à 4 têtes commandée par CNC puisse être considérable, il est rapidement amorti grâce à ses nombreux avantages. N'oublions pas non plus que les profilés sont de plus en plus grands: il existe par exemple des sertisseuses capables de sertir des profilés jusqu'à 160 mm et 200 mm de haut.

Tout d'abord, ces machines garantissent un résultat identique pour toute la gamme de produits, ce qui permet d'obtenir des raccordements d'angle de très grande qualité et constants. En outre, une sertisseuse à 4 têtes augmente la capacité et rationalise le flux de production, ce qui améliore considérablement l'efficacité du processus de production. Ces machines offrent une possibilité d'extension avec des systèmes d'alimentation et d'évacuation automatisés et un fonctionnement via des systèmes de balayage. Cela permet de réaliser des économies de personnel et d'éliminer le besoin de connaissances spécialisées spécifiques, actuellement difficiles à trouver sur le marché du travail.
En outre, il existe des machines combinées avancées qui, outre le sertissage, peuvent également injecter de la colle dans le coin. Pour éviter que la colle ne durcisse rapidement et n'obstrue les tuyaux, ces machines sont équipées de systèmes de nettoyage automatiques qui rincent régulièrement les tuyaux. Bien que cela puisse entraîner une certaine perte de colle, ces machines conviennent particulièrement aux entreprises qui ont des volumes de production élevés et qui peuvent faire fonctionner leurs machines en continu.
Fonctionnement et réglage
Sur les machines sans commande numérique, le réglage s'effectue principalement manuellement à l'aide de manettes de réglage, en ajustant le positionnement des couteaux de sertissage en hauteur et en profondeur. Un opérateur moyen peut sertir une fenêtre en une minute. Comme pour de nombreux types de machines, on note une évolution vers les machines à commande numérique. Avec ces machines, le réglage des couteaux de sertissage s'effectue automatiquement en hauteur, en largeur et en profondeur en fonction du type de profilé introduit.

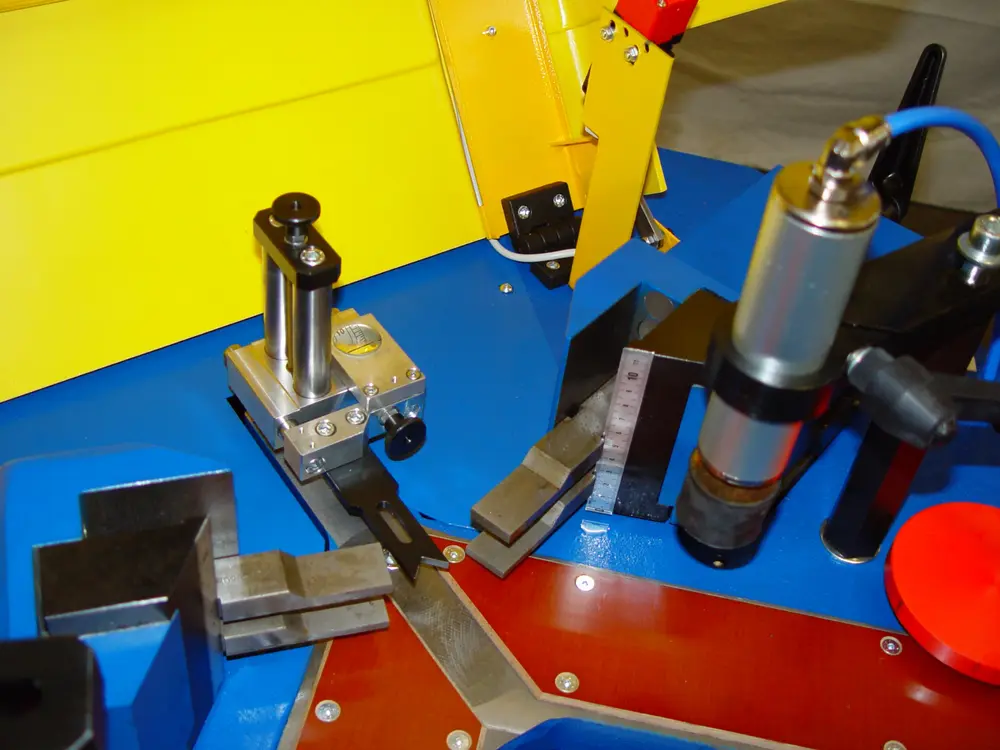
Les machines à une tête sont équipées de deux tables triangulaires, ce qui permet à l'opérateur de positionner et de maintenir facilement son cadre. Il pousse d'abord les deux pièces dans la queue d'aronde, puis, à l'aide de la première pédale, il amène les deux profilés dans la bonne position.
Le mouvement de pression est effectué par un système de piston et de levier qui pousse la pièce triangulaire par le bas contre l'onglet. Pendant ce mouvement, des pinces verticales exercent une contre-pression. Une fois cette opération terminée, le mouvement de sertissage est effectué avec les deux couteaux de sertissage via la deuxième pédale, qui agissent latéralement sur l'onglet et effectuent ainsi le mouvement de sertissage défini.
En principe, il n'y a pas grand-chose qui puisse aller de travers si le réglage a été effectué correctement. Il faut toutefois faire attention lorsque l'on travaille avec plusieurs fournisseurs de profilés, car chaque fabricant exige une approche différente (voir ci-dessous).
Entretien et sécurité
En principe, une sertisseuse à une tête nécessite très peu d'entretien grâce à sa construction simple avec un seul piston. Il convient toutefois de veiller à ce que les résidus de colle soient enlevés à temps. Il arrive que de la colle préalablement appliquée sorte de l'onglet pendant le sertissage et se retrouve sur la surface de sertissage. Si on ne l'enlève pas et si on la laisse durcir, de minuscules différences de hauteur peuvent apparaître et affecter la qualité du sertissage. Ce problème peut être facilement résolu en appliquant du ruban adhésif sur la surface de sertissage et en le remplaçant régulièrement.
Le point suivant à prendre en considération est la qualité de l'air comprimé fourni, qui doit toujours se situer à un niveau minimum. Les machines de qualité sont équipées de capteurs de contrôle qui surveillent cette qualité et la machine refuse automatiquement de fonctionner si la qualité n'est pas suffisante. Pour garantir encore davantage la sécurité, un capot de protection est utilisé au-dessus de la surface de sertissage, avec un contact de sécurité garantissant que le travail ne peut pas être effectué lorsqu'il est ouvert.
En ce qui concerne les ciseaux, nous constatons qu'ils sont spécifiques à l'application: un jeu pour les fenêtres coulissantes, un jeu pour les cadres, etc. En principe, ils ne doivent pas être remplacés au cours de leur vie, car ils sont suffisamment robustes pour faire face aux épaisseurs d'aluminium généralement limitées. Il est vrai que le type de ciseau dépend du fournisseur du profilé et de son type de chambre, chaque producteur d'aluminium exigeant donc des ciseaux différents. Cependant, votre fournisseur de machines sait quels profilés sont disponibles sur le marché et quels ciseaux il doit vous proposer pour ces profilés. Le remplacement des ciseaux est très simple et se fait en 20 secondes environ.
Installation dans l'atelier
En soi, la taille d'une machine à une tête est très limitée, mais la taille du cadre à sertir est bien sûr le principal facteur à prendre en compte. En outre, nous constatons que les cadres sont de plus en plus grands. Il est donc recommandé de placer la sertisseuse dans un coin, légèrement écartée des murs. Cela présente l'avantage que l'espace situé juste à côté de la machine peut encore être utilisé pour des applications de petites dimensions (une petite armoire, une petite poinçonneuse...).
Quelle est la meilleure technique?
La question se pose parfois de savoir quelle technique est aujourd'hui la meilleure pour obtenir un beau résultat: le sertissage, le clouage ou les languettes. Le clouage est utilisé chez un seul fabricant de profilés, il consiste à enfoncer une goupille dans l'angle. Dans le cas du clouage, on perce donc un trou dans lequel on monte la goupille qui fixe la pièce d'angle. Dans le cas du sertissage, il n'est pas nécessaire de percer des trous, ce qui a un effet positif sur l'esthétique. En revanche, le réglage d'une sertisseuse traditionnelle demande un peu plus de temps. Le clouage sera donc plus rapide, surtout pour les petites séries.
Avec les languettes, les montants sont serrés de manière à ce que l'onglet soit comprimé. Cela présente le grand avantage de pouvoir assembler les pièces sur place. Pour les grandes fenêtres coulissantes, très prisées, cela peut être pratique, surtout dans les endroits difficiles d'accès où une fenêtre déjà assemblée serait plus compliquée à amener sur le chantier. En revanche, ce système est un peu plus cher à l'achat. En principe, toutes les méthodes se valent en termes de qualité mécanique.
En collaboration avec Calvet, Rogiers, Tryma et Viva Machines