Specifieke voorschriften bij het verspanen van multiplex
Multiplex is een bijzonder veelzijdig plaatmateriaal. Met toepassingen in zowel het bouwtimmerwerk, de schrijnwerkerij als de interieurafwerking is de inzetbaarheid van dit materiaal vrijwel totaal. De uitgesproken vormstabiliteit, buig- en treksterktes zijn hier uiteraard niet vreemd aan – om maar enkele van de gunstige eigenschappen op te noemen. Bovendien laat het materiaal zich uitstekend verspanen, al gelden hier wel enkele specifieke wetmatigheden.
Het materiaal
Multiplexplaten zijn opgebouwd uit meerdere lagen kruiselings verlijmd houtfineer. Met de duurzame formaldehydelijmen als sterkhouder ontstaat er zo een materiaal dat zeer vormstabiel is en in tal van toepassingen zijn mannetje kan staan. Naast binnenschrijnwerk, interieurbouw en keukentoepassingen noteren we betonbekisting ook als een belangrijke toepassing.
Mits enkele kanttekeningen heeft multiplex minstens alle eigenschappen van een degelijke massiefhouten plaat

massieve benadering
Dit brede toepassingsveld hoeft absoluut niet te verbazen. Op de keper beschouwd, bezit multiplex minstens alle eigenschappen van een oerdegelijke massiefhouten plaat. Met andere woorden: de theorieën die opgaan voor massiefhout, kun je evengoed toepassen op multiplex.
Hoewel er enkele belangrijke kanttekeningen zijn die niet over het hoofd gezien mogen worden: in tegenstelling tot echt massiefhout, bezit multiplex namelijk identieke mechanische eigenschappen in beide vlakke dimensies; er bestaat niet zoiets als kops- of langshout. Door de kruiselingse verlijming vinden we binnen de vlakke structuur van een plaat echter beide houtoriënteringen terug.

verspaningen
Bij bewerkingen op het multiplex moet voor de verspaning de weg van de minst bewerkingsvriendelijke situatie worden aangehouden. En dit is onder alle omstandigheden het kopse verhaal. Deze aanpak heeft nogal wat belangrijke consequenties voor verschillende verspanende bewerkingen.
multiplex verzagen
Concreet komt het verzagen van multiplex neer op het gecontroleerd doorsnijden van de diverse lagen houtvezels. En om tot een loepzuivere houtsnede te komen, bestaat er eigenlijk maar één tandtype dat voor dit soort werk in aanmerking komt: een superscherpe, linksrechtse of wisseltand, of eventueel elk ander tandtype dat op dit principe gebaseerd is. Concreet betekent dit dat de tand niet alleen vlijmscherp moet zijn, maar tegelijk ook in een scherpe punt moet eindigen.
Het waarom laat zich snel raden: men komt met een spitse vertanding ook vlot weer uit het materiaal. Indien dit niet het geval is, duwt de zaagtand het materiaal weg en bekomt men een uitrafeling, of ook het afbrokkelen van de diverse lagen. De spanen worden dan eerder gebroken dan dat ze daadwerkelijk doorgesneden worden.

verzaging bepaalt vertanding
De keuze van vertanding hangt af van hoe men wil verzagen. Indien er bruut verzaagd zal worden, kiest u het best voor een standaard zaag met links/rechts vertanding. Hiervoor wordt dan best gebruik gemaakt van een zaag met diameter 300 met 48 tanden. Voor een net iets mooiere afwerking ligt de keuze het best bij 60 tanden.
Bij het afwerkend zagen, kiezen we voor een links/rechtse zaag met wisselende ashoek. Deze wisselende ashoek wordt gebruikt om de vezels die dwars liggen mooi te gaan afzagen. Hiermee wordt het risico op versplintering aanzienlijk verminderd. Dit risico kan echter ook verkleind worden door de zaagtand een grotere ashoek te geven. De borst van de tand wordt hierbij afwisselend schuin geslepen waardoor de vezels met een vlijmscherpe punt afgeknipt worden.
vertanding en snijhoeken
Voor een optimaal resultaat is het best om te denken in termen van het type afkortzaag, bijvoorbeeld met een diameter van 300, waarbij een minimum van 72 tanden vereist is. In sommige gevallen is het beter om te kiezen voor 96 of 108 zaagtanden.
Met een snijhoek van 15° of meer, verlengt men bovendien de standtijd en blijft het zaagresultaat veel langer mooi. Dit komt door de geringere voorwaartse werkdruk op de snede, doordat men met slechts een zeer fijn puntje het materiaal binnendringt.
specifieke tandgeometrie
Er bestaan voor het verzagen van multiplex ook verbeterde, zeer specifieke zagen, waarbij de tanden niet enkel links-rechts op de omtrek worden uitgevoerd, maar de zagen op de borst ook onder een hoek geplaatst worden. Het tandtype heeft dus als specifieke eigenschap dat het op de omtrek onder minimaal 15° geslepen is, alsook op de borst wisselend geslepen werd. Het effect is een zo klein mogelijke voorwaartse druk bij het verlaten van het werkstuk. Dat zorgt er ook voor dat er, wanneer men multiplex onder verstek moet zagen, steeds een mooi resultaat gegarandeerd wordt.
Er is ook een specialistisch zaagblad dat de linkse en rechtse vertandingen per vier of vijf stuks groepeert. Dit type groepsvertanding levert hoogwaardige, fijne zaagsnedes op en leent zich dan ook uitstekend voor de interieurbouw, omdat de zaagsnedes naderhand nog amper nabewerkingen als schuren en dergelijke behoeven.
frezen
Bij het frezen van multiplex kunnen dezelfde toepassingen gehanteerd worden als wanneer dit verzaagd wordt. Bij frezen is het aangeraden meer drukkend naar beneden op het werkstuk te werken zodat de vezels geen kans op springen krijgen. Hier kan een frees met 54° ashoek gebruikt worden. Om ervoor te zorgen dat de snijdruk maximaal vermindert, is het aangeraden een frees te gebruiken met een zo scherp mogelijke snijhoek. Hoe scherper die snijhoek is, hoe beter.

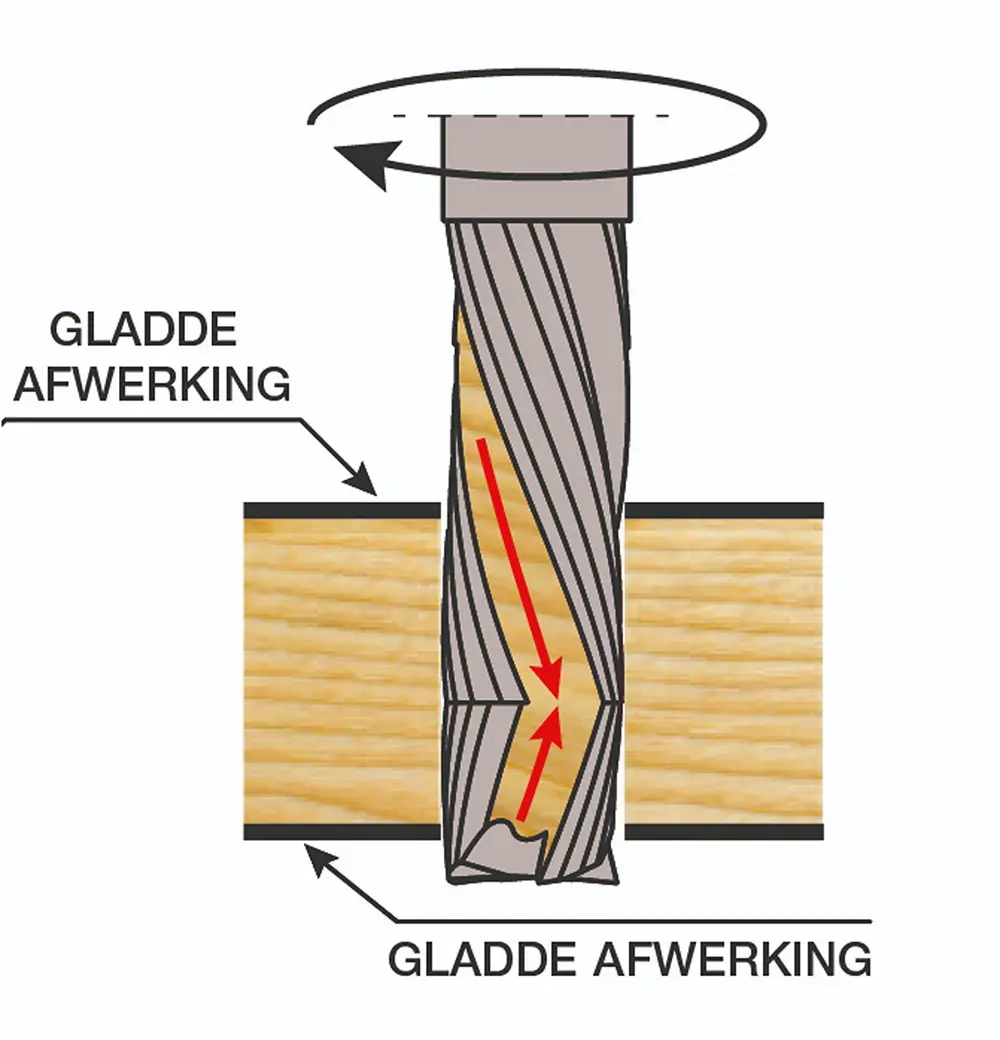
Bij het frezen van deze materie is het van belang dat de onderste snedes van de frees naar boven trekken en de bovenste snedes naar onder drukken. Hierbij spreken we van positieve grondsnede en negatieve topsnedes. Alleen zo kan een werkstuk zowel langs boven als onder mooi afgewerkt worden. Om de kwaliteit van de afwerking nog te bevorderen, kan er meer ashoek toegevoegd worden.
Risico op verbranding
Bij het frezen is het belangrijk dat er voldoende ruimte wordt voorzien tussen de tanden om de spanen te kunnen afvoeren. Wanneer er te veel tanden op een kleine diameter zijn, kan het gebeuren dat deze snel volloopt met multiplex afval. Als het frezen dan doorgaat, zal er verbranding ontstaan.
Daarnaast is de grootste boosdoener bij de verwerking van multiplex de lijm tussen de fineerlagen. Wanneer de gereedschappen de multiplex gaan bewerken zal door de wrijving de lijm opnieuw vloeibaarder worden. De vloeibare lijm heeft de neiging zich te laten vasthechten achter de snede en zorgt er op deze manier voor dat de frees na enige tijd zal wrijven in plaats van snijden.

Hierdoor zal er warmte gegenereerd worden op de snede en zal de standtijd van het gereedschap snel reduceren. Het is dus aan te raden om, indien u veel multiplex verwerkt, de gereedschappen regelmatig te reinigen.
Om het risico op het te warm worden van de zaag te beperken, kan het gebruik van een zaag met beschermende coating helpen. Wanneer deze beschermlaag er niet is, kan er een slag op de zaag ontstaan die niet meer hersteld kan worden. Deze slag kan je soms herkennen aan de blauwe kringen op de zaag.
Belang van de spaandikte
Elke snede moet in kopshout een spaan maken tussen de 0,15 en de 0,2 mm dikte. Dit luistert nauw, omdat men bij kleinere waarden verbranding riskeert, terwijl te grote spanen op een overdreven werkdruk duiden, waarbij het materiaal kapot wordt getrokken. Bij heel zacht multiplex, zoals in het geval van berken, riskeert men zo de stukken in feite weg te duwen nog voor er sprake is van verspaning. Dan bekomt men namelijk uitbrokkeling. Om die reden kan bij multiplex de frees nooit borend in de plaat ingezet worden. Dit veroorzaakt zwarte brandvlekken, omdat de spanen niet tijdig worden geëvacueerd en er overmatige wrijvingswarmte wordt geproduceerd. De inzet moet dan ook altijd duikend gebeuren.
Beperkingen multiplex
Zoals eerder aangehaald, komt het frezen van multiplex neer op de regels die gelden bij het frezen van kopshout. Dit houdt in dat men in het geval van een bovenfrees die ongeveer 18.000 rpm haalt, nooit hogere aanvoersnelheden zou mogen nastreven dan drie meter per minuut en per snede.
In de praktijk kan er met een tweesnedige frees tot zes en met een driesnedige frees ongeveer tot negen meter per minuut worden gehaald.
In samenwerking met Leuco NV, Merlier Freud Import en Robaco